- Determinación de la repetibilidad de los perfiles de temperatura
- Se evalúan los siguientes parámetros:
- Temperatura máxima
- Tiempo de reflujo
- Tiempo de inmersión
- Medición y análisis objetivos e independientes certificados de acuerdo con la norma DIN ISO 9001
- Cálculo de los valores \(C_m\) y \(C_{mk}\) en base a los límites de especificación dados
- Informe detallado y significativo de la prueba

Servicio de medición para determinación de precisión de posicionamiento en equipos SMT
Determinación de la precisión de repetición del perfil de temperatura de los hornos de reflujo SMT
Preparación de CeTaQ
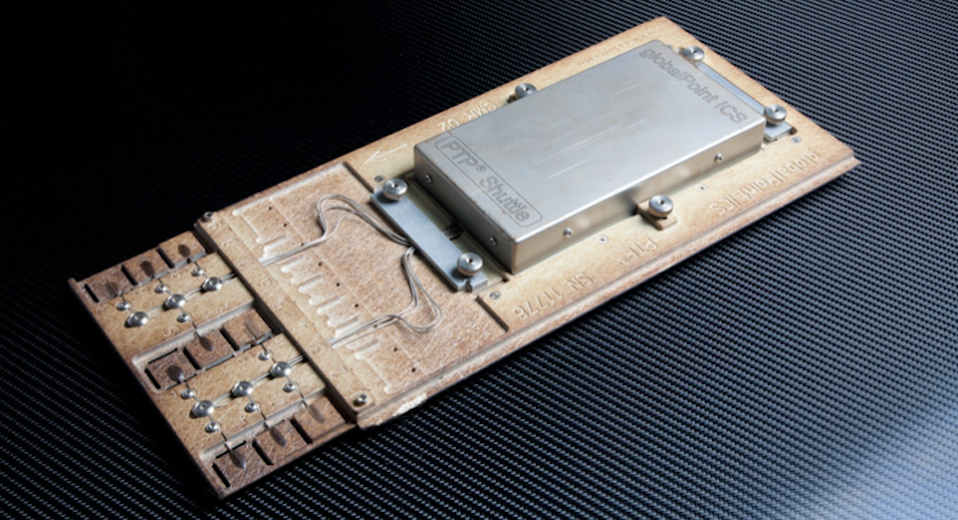
- Sistema de medición para la medición de hornos con 8 sensores (Termocoples)
Preparación por parte del cliente
- Programa (Perfil) de reflujo ejecutable
- Garantía del buen estado del sistema a inspeccionar mediante un mantenimiento previo
- Apoyo técnico para la instalación y el funcionamiento del sistema
- El horno que se va a medir debe ser precalentado
Adquisición de datos
El sistema a examinar es preparado por el soporte técnico y se carga el programa correspondiente. La cadena de transporte de entrada y salida debe ajustarse al ancho correspondiente. El sistema de medición pasa a través del horno como un circuito impreso normal. La curva de temperatura se registra a lo largo del tiempo en 8 puntos de medición diferentes. Estos tienen las mismas masas térmicas en el perfil transversal. El sistema debe enfriarse al final de una carrera. El proceso se repite entonces. En total, se registran 20 perfiles.
Análisis de los resultados
Cuando se termina la medición, los datos se exportan en un formato legible ASCII y se transforman en CmCStat. Los parámetros para esto son la temperatura máxima, el tiempo de reflujo y el tiempo de inmersion. Para ello, los valores medidos de los termopares, que están situados a la misma altura transversalmente a la dirección de transporte están resumidas. Esto significa que la sección transversal también se incluye en la evaluación. Los valores nominales se determinan sobre la base de un recorrido preliminar a través de los primeros 10 intentos. Éstas entran en el cálculo de las características de capacidad para la evaluación.
Como resultado del análisis de los datos, la máquina es evaluada con respecto a su especificación.
Reporte escrito
Basado en la condición final alcanzada, se escribe un reporte al final de la evaluación. Esto se hace generalmente en nuestra oficina después de la visita del cliente. Además de la descripcion detallada de los resultados finales, contiene el historial de los pasos necesarios para alcanzar la condición final.
- El sistema de medición utilizado está calibrado sobre la base de normas internacionales.
- El método es adecuado para todos los hornos de reflujo cuyo sistema de transporte puede manejar el transbordador de medición.
- El tiempo necesario para un examen completo es de 6 a 8 horas, dependiendo de la velocidad de la cadena. El factor decisivo aquí es el tiempo de enfriamiento.